










Introduction of AEM Target Bonding
.jpg)
Types of Target Bonding
| Target Bonding Service | Introduction |
|---|---|
| Indium Metallic Bonding | Indium is the preferred method for bonding sputtering targets because it has the best thermal conductivity of all available bonds. Also, it is the most efficient at drawing heat, away from the target. Indium is also more flexible than other bonding solders, hence it is more tolerant. AEM uses indium and indium based alloy materials for bonding. The softer solder allows some "give" when the target expands at a different rate than the backing plate. This reduces cracking that is caused by a mismatch in the thermal expansion coefficients of the target and backing plate. The main limitation of the indium bond is the melting temperature of the indium solder. Indium has a melting point of 156.6°C. So, temperatures over 150°C will cause the bond to melt and fail. |
| Epoxy Bonding |
Epoxy bonding is another target bonding solution. The process is using epoxy to directly bond the target and the backing plate. The advantages of epoxy bonding are, it is not adaptive to the traditional metallic solder, so it does not have the need to consider the wettability of the solder in the target.
Also. it can be operated at room temperature, without worrying about the thermal expansion difference between the target and the backing plate. It is particularly suitable for large area target bonding because there is no need to consider problems of welding deformation and welding stress. The disadvantage of epoxy bonding is that, due to the material limitations of the epoxy, the conductivity and thermal conductivity of epoxy bonding are worse than others.
For applications that require a significantly higher melting point than Indium, one can use a Silver loaded epoxy. Our Electrically Conductive Silver Epoxy is specially designed for target bonding.
|
Sizes and Shapes of Target Bonding
AEM can easily bond most targets, in any size or shape. This includes round targets from 0.5″ to 16″ in diameter, rectangular targets from 1″ x 1″ to 10″ x 60″, ‘Delta’ targets, and other custom shapes.
Backing Plate Material
| Material | Introduction |
|---|---|
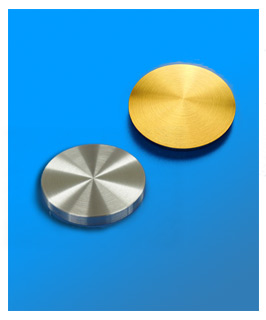
| Oxygen-Free Copper | Oxygen-Free Copper (OFHC) is the most common backing plate material. This metal has good electrical and thermal characteristics. Furthermore it is easy to machine, easy to soften, and readily available at a low cost. Copper backing plates can be re-used 20 or more times with proper care. |
| Molybdenum | Molybdenum is an alternative of Copper where copper is not appropriate to use. For some materials, such as ceramics, or even metals made via Powder Metallurgy, the coefficient of expansion for Copper is mismatched. Some applications required high-temperature bonds, in these cases Copper may be wrapped or oxidize badly. |
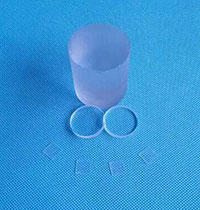
| Copper and Stainless Steel Cups | AEM is specialized in the use of unique backing plate geometry for delicate ceramic targets ranging in size 0.5″ to 8″. The ‘cup’ design provides decent mechanical support for the targeted area on the back and around the edge. This improves both heat transfer to the cooling well of the cathode and increased mechanical integrity, by providing a clamping point for the assembly. So, it does not stress the targeted area. |
Backing Plates are Available for the following Systems
| Perkin Elmer | Leybold |
| MRC | CVC |
| Airco | Custom Designed Systems |
Why Use Target Bonding?
1. Thinner materials can transfer heat faster than thick materials. For most sputtering R&D guns, since the gun has a maximum thickness allowance, the thickness of the target is reduced to half when it is bonded to a backing plate. The copper backing plate contains the other half of the thickness. The thinner target can cool more effectively than a thicker target. Because the heat generated on the surface of the target has to travel to reach the cooler side, and this has a lesser distance.
2. Target bonding makes that ceramic material cooler more efficiently when bonded. The target is in close contact with the conductive solder layer which draws the heat from the target surface and into the copper backing plate. The copper backing plate is in contact with the water-cooled gun so the heat is transferred through both pieces of copper and is reduced through the cooling water.
3. Whether the target is bonded or the ramping procedure used to condition the target. Some ceramic sputtering targets may crack during sputtering due to thermal shock. Bonded targets can usually continue to be used even after the crack, where typically an un-bonded target cannot.