+86-731-89578196
+86-731-89578196
 [email protected]
[email protected]

- Home
- Our Company
-
Products
Sputtering Targets
- Industries
- Blog
- FAQ
- Contact Us





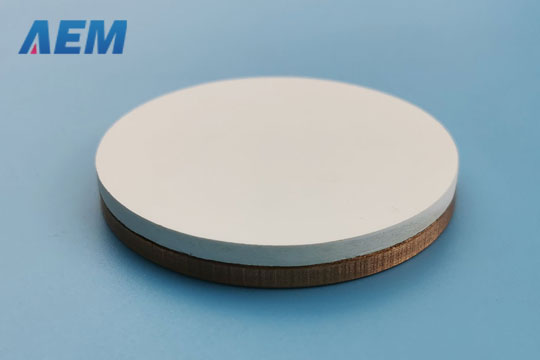
Ceramic Sputtering Targets Manufacturing: Sintering
Hot Pressing is a high-pressure low strain rate powder metallurgical process for forming powders, or powder compounds, at elevated temperatures and pressures high enough to induce sintering and creep. Sintering involves atomic diffusion under energetic conditions supplied by applying heat and/or pressure across the constituent particles' geometrical boundaries. These fused particles are then held together by ionic and covalent bonds between the associated atoms or molecules. This diffusion eventually fuses the atomic particles by compacting them together, thus creating a solid composite mass of material. This is accomplished at a temperature below the liquidus temperature of the lowest melting point constituent, i.e., the material is held below the temperature of liquefaction.
There are several types of Hot Pressing technologies (induction heating, field-assisted sintering technique, indirect resistance heating.). However, the most common method of facilitating this sintering process is to place the powders that are to be consolidated into a simple Hot Press. The most frequently utilized form of such a Hot Press generally consists of a mechanical or hydraulic press used to apply pressure on two geometrically opposed rams, usually composed of solid carbon (graphite) rods with an outer diameter somewhat larger than the diameter of the solid mass of the target to be fabricated. These rams fit into a solid carbon (graphite) ring or slab with an inner diameter that is slightly larger than the mating rams' outer diameter. Along the outer diameter of the carbon die, or placed within the carbon slab itself positioned near the inner diameter's circumference, heating rods are placed in a circular pattern evenly spaced apart.
In operation, the bottom ram is generally in a fixed position about halfway up from the bottom portion of the solid carbon block. The mixed and weighed powders are then poured into the inner diameter of the top portion of the carbon block on top of the lower ram. The top ram is then placed into the mold and pushed in downward motion up against the powders that are to be consolidated.
Once the rams are in place, slight pressure is exerted on the top ram via the hydraulic press while a current is simultaneously applied to the heating elements from an associated power supply. Based on the material constituents' metallurgical properties to be consolidated, both the pressure and the heat are slowly increased to a point where the pressure being applied begins to drop off. This can be noted on the pressure gauge associated with the hydraulic press. The significance of this pressure drop is the result of the individual particles starting to diffuse together, reducing the overall volume of the materials being consolidated. After this reduced pressure reaches an equilibrium, additional pressure is then applied and held for a given length of time to allow for the diffusion process to reach a kinetic equilibrium. Of course, each material requires a specific formula of the rise and soak times in applying temperature and heat cycles to provide optimal metallurgical properties of homogeneity, density, phase purity, grain size. But experience and practice can generally produce a well-qualified product.
Since this is a diffusion process, whereby the constituents are not actually melted, complex compositions such as metallic oxides, nitrides, carbides, borides, and sulfides can be sintered into solid shapes or near their theoretical densities without decomposing into the elemental forms of their original constituents. This is the beauty of powder metallurgy, and there is little or no decomposition. High-temperature brittle materials such as refractory metals (tungsten, molybdenum.) are also typically sintered rather than cast to avoid cracking during the cooling stages associated with the melting process.